
- 1【Linux】一步一步学Linux——ifup命令(152)_linux ifup命令
- 2【kafka专栏】分区再平衡rebalance事前规避以及处理方法_kafka分区再平衡
- 3【尝鲜】SpringCloudAlibaba AI 配置&使用教程_spring-ai-core maven
- 4网络空间安全导论复习笔记_计算机千倍定理是什么
- 5Python 开心消消乐_python开心消消乐源代码项目
- 6记录一次redis数据迁移_redis生产同步测试
- 7git merge 和 git rebase 区别_git rebase 和git merge的区别
- 8消息中间件之 Rabbitmq 的下载安装和使用详细说明_rabbitmq 下载安装
- 9【STM32】串口通信乱码(认识系统时钟来源)_usart和232通讯乱码
- 10JAVA面试题分享七十五:静态代理和动态代理区别?_动态代理和静态代理 面试
制造领域 图号、零件号、物料号的区别_零件图号
赞
踩
目录
1图号、零件号与物料号概念以及关系
图号,是图样编号的简称,是传统制造企业最常见的产品设计编码。信息化时代,图号也是信息系统为了管好二维图纸而使用的唯一识别号,和其它信息编码一样,图号编码规则也主要分为有意义和无意义两种编码,我们公司当前采用的是使用已久的有意义的行业分类编码。
零件号,是产品零件的唯一识别号,在公司PLM系统(TC)推广应用之前,默认零件号等于图号的做法。PLM系统推广应用时,考虑到TC系统ITEM ID号的唯一性需要和管理方便,采用由PLM系统自动产生、由T字母开头的8位无意义流水号,其中T是公司主导产品的英文首字母。
物料号,是实际物料的唯一识别号,因为公司目前没有明确的定义和统一的编码规范,常常会同零件号等同混用。对于产品类物料来说,在PLM系统和工程设计部门习惯叫做零(部)件号,在ERP系统(SAP)和生产物流部门,常常被叫做物料号。
图号对应的图纸,是从二维的设计视角展现产品工程师对产品零件的设计意图。放眼未来,三维数模取代二维图纸,是不可逆转的大趋势。三维数模的标识目前普遍没有编码规则,我们公司在PLM系统默认和零件号等同。随着研发数字化的快速发展,当三维设计进入到MBD(Model-Based Design)应用阶段之后,图纸将会逐步失去现有的作用,没有了图纸,也就不再需要图号。图号和零件号虽然不是严格的一一对应关系(存在少量的一图多零件的诸如系列件设计的情形),但在多数企业,图号与零件号编号规则保持一致,在多数情况下也保持着一一对应的关系。
在公司的PLM系统(TC),一个规范的产品零件类型号下,通常包括三维设计数模(NX和JT)、二维设计图纸(NX和PDF)、属性表单和产品结构关系(如果是零组件的话)。三维模型和二维图纸都是零件号下的数据集。图号填写在表单属性中,通过系统映射关系自动映射到NX二维图中,为了方便查看,将图号配置显示在零件名称后面。
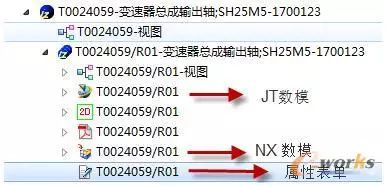
图1 PLM系统零件号与图号关系
物料号是一个含义更宽泛的概念,在制造企业,产品零件是制造型企业最主要的物料,但制造企业的物料,除了成品零件,还包括原料(黑色、有色)、毛胚(锻件、铸件)、辅料、半成品、制造过程件、工装件等等。因此,严格来说,零件号是物料号的一部分。
2 不同部门对物料号理解的差异分析
当前大家的共识是:物料编码是企业标识物料的代码,也是信息系统对物料的唯一识别码,物料编码必须是唯一的。字面和逻辑上,这个共识没有任何问题,矛盾点出现在对物料对象的理解。
在产品设计阶段,主要考虑的是产品设计的功能、性能要求,同一设计要求(同样的数模、图纸和技术要求)对应同一个零件号,这个零件号对应的零件在设计过程中并没有考虑后续的制造过程或制造地点的差异。但最终生产制造出来的成品物料,因为制造过程或供应商不同,产品物料之间应该会有细微的差异,这种细微的差异如果满足设计要求(类似于公差概念)不影响互换使用,从设计者的角度通常就可以理解为是同一物料,也就理所当然的用同一个零件(物料)号。但从物流部门或财务部门的来说,如果因为管理需要,这种细微差异(包括品质差异、供应商差异或成本差异等)也需要区分,这个时候矛盾就会出现,下游部门希望上游的研发部门提前变号加以区分,而上游研发部门则从合理性、通用性和研发成本角度,坚持认为,这个区别不应该通过不同的零件号来区分。
3零件号PLM生成的方式,不适合过多考虑生产物流管理需求
物料号的产生,不同的企业会因信息系统基础差异和传统做法习惯而不同。有的企业,物料号在ERP系统产生,或由物料管理部门在编码系统中产生,这种方式的物料编码生成,往往会提前综合考虑企业的物料分类、编码规则等多种因素。因此,这类企业的物料编码位数较长,上下游一致性较好,但会给上游研发部门创建零件号带来不便和低效率。
有些公司,由于PLM系统应用较早,ERP系统应用较迟,因此,零件编号,长期以来一直在PLM系统自由产生,分类规范。这样的零件号生成方式,工程师自由度高,零件号生成效率高,零部件的规范管理再通过TC系统的分类库加以实现。
从零件号生成时间点看,以PLM系统作为产品数据管理平台的研发部门,零件号往往在产品试制阶段甚至是概念设计阶段就需要产生,因此这个零件号指代的物料含义,既有生产制造后最终的产品成品的含义,更多的还是研发过程中的设计件含义,研发阶段的产品零件号也可以理解为物料初始号或虚拟物料号。当一个零件出现多种设计方案时,产品工程师还可能会生成几个初始零件号,形成多方案情形。当零件经过开发体系规定的一系列验证程序后,只有正式发布后的零件号才最终才成为ERP系统中的用于批量生产的实际物料号。因此,在PLM系统中,对零件的数据对象属性,主要定义的是与产品设计有关的属性。对于后期与生产制造有关的诸如在什么地方生产,供应商是谁等实际物料制造信息,产品工程师不关注,在时间顺序上也无法关注。在公司当前定义的零件数据对象属性中,与生产制造属性唯一有关联的是自制/采购策略属性,这个属性值经过多年的反反复复,最近才重新明确,作为产品工程师的必填属性。
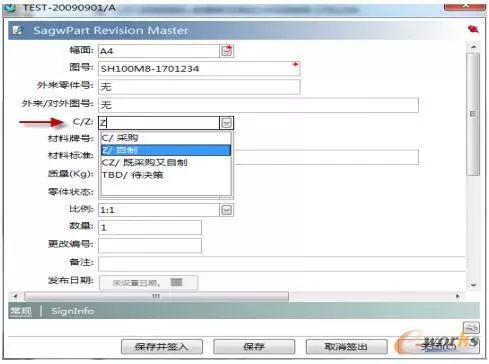
图2 PLM系统产品数据属性表
2 物料组合编码与应用探讨
要真正解决制造企业上游的研发部门与下游的物流部门对物料号诉求的矛盾,就必须跳出物料号==零件号这个框框去思考和解决,也需要深入理解零件号和物料号的本质含义。下面谈谈笔者思考的一种方案,供大家参考。
4 零件号应严格遵循工程设计原则
零件号作为产品物料的主数据号,应严格遵循工程设计原则,即:
互换性是判断零件是否变号(重新设计)的基本原则;3F(Fit、Function、Form)即安装接口满足互换、功能满足互换、形状满足互换,是体现这一原则的量化指标。其中有一项不满足,就需要产生一个新的零件号。
满足互换性原则的前提下,设计状态的变更和优化,优先通过升版本加以区分。需要强制断点的特定情形,零件必须变号。
变更零件的父件(部装件),采取上述的判断原则确定是换号还是升版本或不变。
5物料号组合编码的含义
如何在不影响工程设计原则的前提下,解决物料号在不同部门和场景下的应用需求?经过深入思考,笔者认为可以探索组合编码,多重定义,按需应用来实现各种差异需求。结合企业现有的编码规则,考虑到最大兼容性,总体编码思路如下:

表1 不同组合的物料码组成及应用场合设想
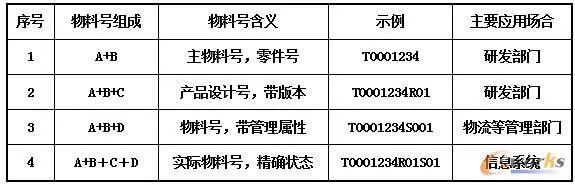
当然,这里只是提供了一种物料编码和管理的思路,可以根据实践需要进行更多的定义和组合。这样组合定义,相互之间有独立性,也并不影响物料号的唯一性,零件号保证了物料是什么的身份问题,是完整物料号的主号,如果想知道物料的更多信息,需要使用更长代码的物料号。不同的物料号对应不同的管理颗粒度要求,可以满足不同场合的管理要求。
6 加强信息系统建设,支撑物料号组合应用
在信息系统高度发达的今天,实现组合编码和应用已经具备了可行性。对于研发部门来说,零件号和版本号在PLM系统已经实现了成熟的管理。零件号的唯一性保证了物料是什么的要求;设计细节变化则通过版本来体现。
对于管理部门需要的物料号,供应商代码或者内部企业代码,通常都已纳入了ERP系统管理。需要做的只是如何将相应字段的编号组合起来提供给相关部门使用,而当前发达的条形码技术,配合信息系统建设,技术上应该完全可以实现不同物料的识别,主要看企业ERP、MES等管理系统自身管理的精细度和管理成本。
举个PLM系统组合应用的实例,2012年企业零件号改为流水码后,档案人员及部分习惯了有意义零件号的工程师提出,希望看到零件号的同时也能看到图号,经过PLM系统配置,将图号这个属性值组合显示在零件号后面,从而实现了零件号+零件名称+图号的组合显示,当然,如果需要还可以实现更多的组合显示。
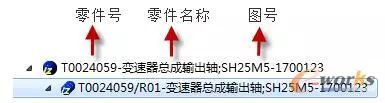
图3 PLM系统字段组合实例
7后言
零件是制造企业存在的主要物料形态,产品零件号生成于产品研发阶段,批产前更多情况下指代的是设计件;零件物料号主要使用于制造物流阶段,更多情况下指代的是零件成品物理件。设计件进入到批量生产阶段后,成为物流状态中的实际物理件。零件号到物料号的转换有点类似于一个人从出生到成年的身份证号的作用。
从研发到生产、物流,关注点不同,导致对物料号作用的诉求不同。研发部门不关注制造生产等管理属性,物流部门总希望通过用不同的物料号实现对产品零件状态差异的区分,物料号采用组合编码,让零件号成为物料号的主号,独立应用,各取所需。
加强信息系统建设,让系统记录更多的物料属性信息,让系统取代人工,才能从根本上提高物料、物流管理水平。

